|
Заточка ножей, топоров и прочих "колюще-режущих".
|
|
| Змій | Дата: Вторник, 19.06.2012, 17:24 | Сообщение # 1 |
 Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Нашел интересное видео. Парень заточил нож до состояния когда нож строгает! волос.
Прошу выкладывать, кто что знает.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Andreas | Дата: Вторник, 19.06.2012, 21:33 | Сообщение # 2 |
 Активист форума
Группа: Практик
Сообщений: 227
Статус: Offline
| кунг фу классное но мало прикладное (я про видео)
а так скаже что даже глупый и не сильно рукастый испортит лезвие 7+-2 раза и потом сможет сносно стругать для бытового уровня.
Модерирование моих сообщений и ОТРИЦАНИЕ их ОЧЕВИДНОЙ всякому разумному существу ИСТИННОСТИ не угодно Божественному Императору Человечества.
|
| |
| |
| ArtDevil | Дата: Вторник, 19.06.2012, 21:39 | Сообщение # 3 |
 Ветеран форума
Группа: Практик
Сообщений: 269
Статус: Offline
| По заточке "клином" (самая распостранненная система заточки).
Вот о заточке "линзы".
Взято с ганзы.
Хотя для большинства задач в походе хватает швейцарского армейского ножа, хорошо также в длинные вылазки брать с собой нескладной нож покрупнее. Некоторые из лучших походных ножей заточены в виде выпуклой линзы. Приведенная дальше информация позволит определить, подходит ли нож с такой заточкой именно вам.
Линзовидная заточка (ЛЗ) значительно отличается от фабричной заточки большей части современных ножей. На большинстве сегодняшних ножей фабричного производства присутствуют выраженные спуски различной формы и выведена V-образная режущая кромка (РК). ЛЗ может присутствовать только на РК, или же являться продолжением спусков. Если профиль клинка представляет собой линзу, обычно говорят о полной ЛЗ (full convex grind). ЛЗ позволяет достичь высокой эффективности РК, обеспечивая хороший запас прочности - почти идеальное сочетание.
Сравнение видов спусков и заточки.
Слева - плоские спуски, V-образная заточка.
В середине - плоские спуски, ЛЗ.
Справа - полная ЛЗ.
Красным цветом помечена линзовидная часть клинка.
Несмотря на то, что ЛЗ существенно превосходит по свойствам обычные современные способы заточки, существует несколько недостатков, которые надо учесть в нашем 'уравнении'. Во-первых, ЛЗ - отчасти утраченное искусство, и для нее требуется определенный навык. РК на ножах массового производства обычно выводят в последний момент и уделяют ей очень мало внимания. Делать ЛЗ (особенно полный вариант) нужно именно в процессе производства клинка, что повышает стоимость ножа. Другой недостаток ЛЗ - эстетический. Для правильной заточки ножа с 'линзой' нужно снимать металл со всей поверхности клинка. Это может повредить окончательной обработке клинка, что портит внешний вид. Обычно для ножей с полной ЛЗ требуется более толстый клинок, что приводит к увеличению веса. И наконец, мало кто умеет правильно точить клинки с ЛЗ. А если позволить ножу затупиться, пользы от него мало.
Теперь, разобравшись с бедами, перейдем к преимуществам ЛЗ. Поддерживать полную ЛЗ удивительно легко и дешево. Возможно, это не порадует тех, кто восхищается сегодняшним изобилием всевозможных приспособлений для заточки, как и тех, кто любит часами медитировать над заточкой. Если не позволять клинку с полной ЛЗ тупиться слишком сильно, доводка на ремне, скорее всего, восстановит прежнюю остроту. Можно купить дорогую систему для правки, которой требуется вагон загадочных паст и материалов, и радоваться каждый раз, пользуясь всем этим великолепием. Но это не требуется. С нашей задачей отлично справятся старый коврик для мышки и пара кусков наждачной бумаги. Да, вы не ослышались. Можно собрать почти идеальную систему поддержания ЛЗ из бросовых материалов, которые наверняка есть дома, в крайнем случае - их можно задешево купить. Если сравнить ваши расходы на нож с ЛЗ + простую систему для правки и расходы вашего друга на нож с V-образной заточкой + дорогую систему заточки с поддержанием постоянного угла, скорее всего окажется, что цена примерно одинакова. Разница в том, что вы вложили деньги в важную составляющую - нож. Вашему другу пришлось поступиться качеством ножа, чтобы позволить себе правильно затачивать его. Определенно, в консерватории что-то не так!
Другое преимущество ЛЗ - эффективность реза. Клинок с ЛЗ работает как клин, раздвигая разрезаемый материал. При этом снижается трение и сопротивление материала. Ножи с ЛЗ оказываются намного более эффективными при глубоком резе по сравнению с ножами с V-образной заточкой (при условии сходной толщины клинка) - это объясняется меньшим 'прилипанием' к материалу.
Трение при линзовидной и V-образной заточке.
A - линзовидная заточка
B - V-образная заточка
1. Черным цветом обозначена поверхность клинка.
2. Красным и желтым - разрезаемый материал.
3. Желтым - области, где создается трение между клинком и материалом.

|
| |
| |
| ArtDevil | Дата: Вторник, 19.06.2012, 21:39 | Сообщение # 4 |
|
Ветеран форума
Группа: Практик
Сообщений: 269
Статус: Offline
| Полная ЛЗ также позволяет дольше пользоваться ножом. По мере заточки обычного клинка постепенно снимается металл и увеличивается толщина РК, а это сильно снижает эффективность реза. При заточке клинка с полной ЛЗ металл снимается со всей поверхности клинка, поэтому толщина РК остается неизменной всегда. Нож с полной ЛЗ после нескольких лет работы будет резать так же хорошо, как новый. Это особенно важно для тех, чьи ножи - основной инструмент для работы или выживания, поскольку их инструмент требует постоянного ухода.
Результат многократной заточки.
Слева клинок с плоскими спусками и V-образной заточкой, справа - с полной ЛЗ.
Черным цветом обозначена первоначальная форма клинка, красным - после многократной заточки.
Итак, давайте разберемся, как грамотно править клинок с ЛЗ. Как я уже заметил, главное - не допускать слишком сильного затупления; правка выполняется очень легко. Правка на наждачной бумаге хорошо сказывается на внешнем виде клинка (получается этакий satin finish), и не появляется царапин от бруска. На рисунке внизу показано правильное движение на твердой абразивной поверхности. Рисунок приведен здесь, потому что в поле не всегда есть под рукой коврик для мыши или кусок кожи. Часто приходится точить на коленке, ровном камне или доске. Главное - вести нож к себе, постоянно поддерживая соприкосновение с клинком по мере его поворота. Нужно равномерно снимать металл со всей поверхности клинка и останавливаться, когда достигнута РК. Когда заточка доходит до самой кромки, чувствуется изменение силы трения - в этот момент и нужно прекратить поворот. Действовать, как на рисунке, нужно и в том случае, если нож сильно затупился, и приходится затачивать его на бруске (хотя некоторые предпочитают движение в обратном направлении - 'на зерно').
Заточка на твердой поверхности.
Стрелкой обозначено направление движения.
1. Черный профиль - начальное положение.
2. Пунктирный профиль - движение и поворот клинка.
3. Красный профиль - конечное положение.
Если имеется хорошая мягкая поверхность для правки, все становится гораздо проще. Положите кусок наждачной бумаги на один-два коврика для мыши, прижмите к бумаге боковую поверхность клинка. Попробуйте покачать клинок, подняв обух примерно на 13 градусов. Вы почувствуете правильный угол по трению между РК и абразивной поверхностью. Можно также услышать изменение высоты звука при движении по поверхности. От легкого нажима коврик и бумага примут форму профиля клинка, позволяя выполнять ровные, прямые движения. Осторожно, не прижимайте клинок слишком сильно. Можно править и на мягком кожаном ремне с пастой, если ремень достаточно толстый и мягкий (чтобы не пришлось поворачивать клинок). Зернистость бумаги (или пасты) зависит от того, сколько металла необходимо снять и насколько тонко хочется отполировать РК. На практике я обычно начинаю с бумаги зернистостью 600-800 и довожу на 1500-2000. Это дает хорошо отполированную РК, замечательно подходящую для реза надавливанием. Если нож затупился сильно, я начинаю с бумаги зернистостью 220.
Правка на мягкой поверхности. Стрелкой обозначено направление движения. Абразив повторяет профиль клинка.
Общие сведения о заточке ножей
http://vijivalshik.at.ua/publ....2-1-0-1
|
| |
| |
| Priest | Дата: Вторник, 19.06.2012, 21:58 | Сообщение # 5 |
 Бог форума
Группа: Администратор
Сообщений: 1160
Статус: Offline
| вот нет что бы для сотоварищей нормальную вытяжку сделать (((
"Все - яд, все лекарство; то и другое определяет доза" Парацельс
|
| |
| |
| Змій | Дата: Четверг, 21.06.2012, 17:09 | Сообщение # 6 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Quote (Andreas) кунг фу классное но мало прикладное (я про видео)
а так скаже что даже глупый и не сильно рукастый испортит лезвие 7+-2 раза и потом сможет сносно стругать для бытового уровня.
Почему мало прикладное? В томто и соль что приблуда для заточки явно самодельная и воссоздать ее сможет любой у кого руки прямые.
А по поводу самой заточки так мне здается что точить на такой приблуде легче, чем набить руку и точить без. Я например неплохо умею точить на бруске(по признанию некоторых комрадов и они обращались ко мне с прозьбой поточить их девайсы) , но вот до состояния бритвы заточить не получалось ни разу. Да и если точится топор или лопата там ниже требования к качеству(нет нужды до долей милиметра выдерживать кромку или до градуса вытягивать, на всей режущей поверхности), главное чтоб острое было, а нож требует также и эстетики, здесь нужно чтоб режущая поверхность была одинаково острой, на всей протяжонности, толщина кромки одинаковой, угол... а главное что здесь можно вытачивать до состояния бритвы. Такким ножем как в первом ролике можно побрится, уверен на 100%.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Andreas | Дата: Четверг, 21.06.2012, 22:31 | Сообщение # 7 |
|
Активист форума
Группа: Практик
Сообщений: 227
Статус: Offline
| объясню почему я написал что мало прикладное
такой О___ЕННО острый шожик будет таким же острым до тех пор пока максимальное физ воздействие на оный = тот самый волосокк либо какая нить тестовая бумажка. Стоит им рачать обстругивать палку/рубить/выковыривать редиске ребра как после нескольких первых движений заточка либо ступится на мягких сталях либо начнет откалываться микроскопическими частями, при твердых сталях. Так или иначе если необходимо ножем бриться то это явно не основной нож 
да и вообще - бп наступит - брится не буду - и маскировка лучше и морда страшнее 
Модерирование моих сообщений и ОТРИЦАНИЕ их ОЧЕВИДНОЙ всякому разумному существу ИСТИННОСТИ не угодно Божественному Императору Человечества.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 02:15 | Сообщение # 8 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Нарыл любопытную статью, копипаст в копилку знаний.
Шлифовальные круги
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов - шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.
Каждый тип абразива уникален и отличается от другого твердостью, крепкостью, стойкостью к скалыванию и сопротивлением на удар.
Оксид алюминия (aluminium oxide) - наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Циркониевый оксид алюминия (zirconia alumina) - другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор.
Карбид кремния (silicon carbide) - абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов.
Керамический оксид алюминия (ceramic aluminium oxide) - новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна - это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно - тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 02:16 | Сообщение # 9 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Выбираем связку.
то бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка - это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.
Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.
Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.
Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки - это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта. Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге - это прямой круг (straight wheel). Шлифовальная поверхность - часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца - детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) - это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 02:21 | Сообщение # 10 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего - это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению. Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента - это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор - площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше - поставьте более твердый круг.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 02:21 | Сообщение # 11 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Сохранение и подача в производство.
Важный раздел, хоть и может показаться ненужным, некоторым молодым, да горячим. Змій
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 "Нормы безопасности для использования, хранения и защиты шлифовальных кругов". Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, - чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок - не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки - не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг - это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 12:24 | Сообщение # 12 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
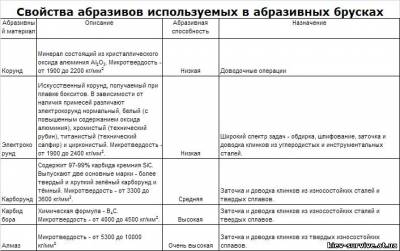
| Еще немного, уже о брусках
Бруски для заточки ножей
"Да кто нынче точит на заточных брусках?" - хмыкнет иной читатель. Дело в том, что шлифование с большой скоростью, например на высокооборотном шлифовальном кругу, вызывает сильное нагревание обрабатываемого материала, что в нашем случае чревато неконтролируемым и нежелательным самопроизвольным отпуском закаленного клинка, или хотя бы части режущей кромки лезвия. Тоненькая полоска стали нагревается мгновенно, периодическое макание обрабатываемого клинка в воду не может этому воспрепятствовать. Поэтому никогда не точите ножи - неважно, доморощенные или фирменные, - на высокооборотном шлифовальном кругу, вероятнее всего, вы испортите клинок бесповоротно! Получается, что качественные показатели заточенного вручную клинка способны далеко превзойти параметры его собрата, доведенного до усредненно-потребительского уровня заводскими автоматизированными средствами.
Каждый брусок для заточки состоит из двух механически перемешанных между собой фракций: абразивных зерен-кристалликов - материала значительно более твердого, чем обрабатываемый материал (в нашем случае сталь), и матрицы из более мягкого материала, которая удерживает абразивные зерна в виде заданной формы, хотя бы того же бруска.
Твердость матрицы обычно бывает соизмерима с твердостью обрабатываемого материала, иногда даже немного меньше. Правильно подобранная твердость матрицы позволяет ей стираться в процессе работы, обнажая все новые и новые абразивные зерна из глубинных слоев, в то время как старые, с уже истертыми, притупленными режущими гранями выкрашиваются из бруска. Иначе говоря, стирая сталь, стирается и изнашивается абразивный брусок, и это нормальный процесс его работы. А если матрица слишком мягкая, абразив будет точить менее эффективно потому, что усилие на режущих гранях абразивных зерен будет не стирать обрабатываемый материал, а вырывать зерна из слишком мягкой матрицы. К тому же в результате самостирания брусок быстро потеряет нужную форму поверхности контакта с обрабатываемым материалом. Обработка тогда не будет точной. Матрица - это, как правило, что-то керамическое, от простейшей обожженной глины до разновидностей технического фаянса.
Абразив характеризуется однородностью размеров абразивных кристалликов-зерен. Если зерна будут неодинаковые по своим размерам, то может оказаться, что один конец бруска у нас мелкий, а другой - крупный. А если мелкие и крупные зерна перемешаны между собой более или менее равномерно, как это часто случается в дешевых абразивных инструментах, тогда заточка получается не слишком точной, а результат тем более случайный, чем большая разница в размерах зерен. Однако сделать так чтобы все зерна были одинаковыми крайне сложно, поэтому размер зерна - характеристика интервальная. Определенная разница заключается в форме абразивных зерен у различных абразивов, а именно в остроте их режущих граней, что, в свою очередь, зависит от структуры кристаллической решетки данного химического соединения.
Конечно, качество брусков очень важно для хорошего результата, однако хочется сразу оговориться: качество заточки в гораздо большей степени зависит от навыков мастера, чем от качества абразива. Хочется предостеречь начинающих от приобретения дорогих брусков, цена за которые может доходить до $50-$100 и более. Начните с обычных "лодочек" и помните, что сам абразив, даже самый лучший, без ваших навыков просто брусок.
Рекомендуется, чтобы брусок был как минимум равен по длине затачиваемому лезвию. А лучше раза в полтора больше (хотя для "большого шефа" - "старшего" ножа в поварской тройке - найти такой брусок за разумные деньги практически нереально). Ширина бруска при этом особенного значения не имеет.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 12:27 | Сообщение # 13 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Маркировка
Если пойти за брусками на блошиный рынок (самый простой способ купить хоть что-нибудь стоящее) велика вероятность встретить бруски отечественного производителя, причем сделанные в СССР.

1 - эмблема завода изготовителя;
2 - тип: БП - брусок прямоугольный;
3 - размер бруска: 25х16х150;
4 - абразивный материал: 25А - электрокорунд белый;
5 - зернистость: 18 - 200...160 мкм;
6 - минимальное процентное содержание основной фракции: П - повышенное;
7 - твердость абразивного инструмента: СТ1 - среднетвердая степень твердости;
8 - структура (степень сближения абразивных зерен): 8;
9 - связка: К - керамическая;
10 - класс точности: Б;
11 - стандарт которому удовлетворяет брусок: ГОСТ 2456-82.

1 - эмблема завода изготовителя;
2 - абразивный материал: 64С - карбид кремния зеленый;
3 - зернистость: 6 - 80...63 мкм;
4 - минимальное процентное содержание основной фракции: П - повышенное;
5 - твердость абразивного инструмента: СТ1 - среднетвердая степень твердости;
6 - структура (степени сближения абразивных зерен): 8;
7 - связка: К - керамическая;
8 - класс точности: А;
9 - стандарт которому удовлетворяет брусок: ГОСТ 2456-82;
10 - тип: БКв - брусок квадратный;
11 - размер бруска: 20х150.

1 - эмблема завода изготовителя;
2 - абразивный материал: 64С - карбид кремния зеленый;
3 - зернистость: М28 - 28...20 мкм;
4 - минимальное процентное содержание основной фракции: П - повышенное;
5 - тип: БП - брусок прямоугольный;
6 - размер бруска: 25.16.150 - 25х16х150;
7 - твердость абразивного инструмента: СТ2 - среднетвердая степень твердости;
8 - структура (степени сближения абразивных зерен): 10;
9 - связка: К - керамическая;
10 - документ которому удовлетворяет брусок: ТУ 2-...;
11 - государственный знак качества СССР.

1 - эмблема завода изготовителя;
2 - тип: БТ - брусок треугольный;
3 - размер бруска: 16х150;
4 - абразивный материал: 25А - электрокорунд белый;
5 - зернистость: 6 - 80...63 мкм;
6 - минимальное процентное содержание основной фракции: П - повышенное;
7 - твердость абразивного инструмента: СТ1 - среднетвердая степень твердости;
8 - структура (степень сближения абразивных зерен): 9;
9 - связка: К - керамическая;
10 - класс точности: Б;
11 - стандарт которому удовлетворяет брусок: ГОСТ 2456-82.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 12:35 | Сообщение # 14 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
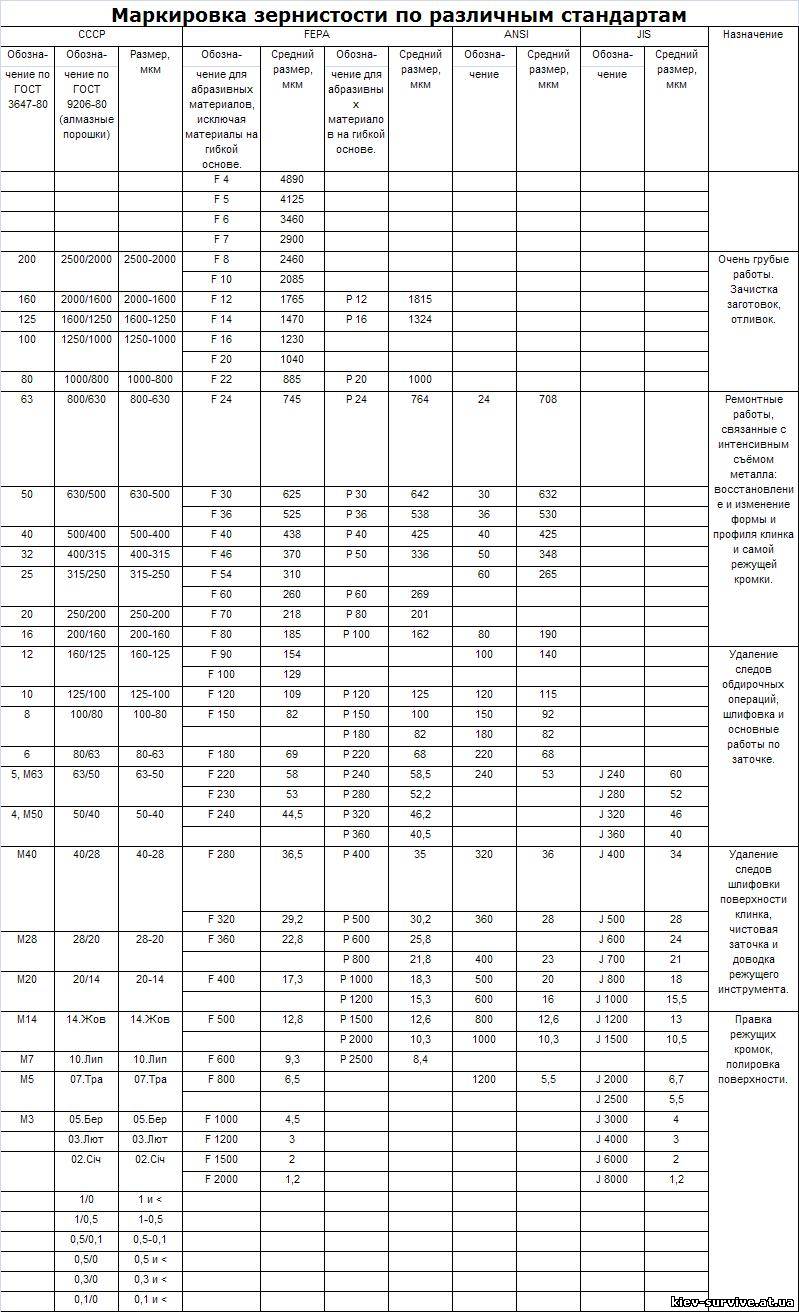
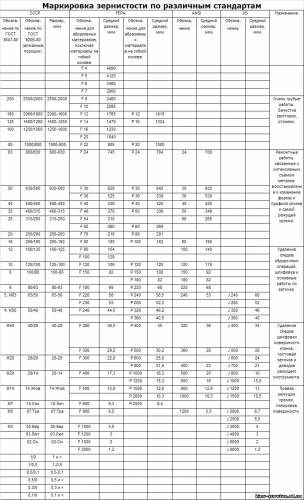
| Остальные бруски так подробно рассматривать не будем, остановимся только на зернистости - основной характеристике. Можно выделить несколько систем стандартов определения размерности зерна в абразивных материалах:
FEPA (Federation of European producers of Abrasives) - стандарты Федерации Европейских Производителей Абразивов, приняты в Европе, а также у крупнейших производителей абразивов в России и странах СНГ, а кроме того в Индии, Турции и ЮАР. Обозначение зернистости для гибкого материала, например абразивной бумаги, и жесткого или свободного абразива, например абразивного бруска, отличается - соответственно P220 и F220.
ANSI (American National Standards Institute) - система единых стандартов промышленности США, разработанная Американским Национальным Институтом Стандартов, распространяется также и на производство абразивных материалов.
JIS (Japan Industrial Standards) - Японские Промышленные Стандарты, набор требований, применяемых в японской промышленности, распространяющиеся также и на абразивные материалы.
Будьте готовы к тому, что в магазинах часто продаются бруски для заточки ножей не только без подробной маркировки, как на фото выше, но и даже без указания зернистости. Скорее всего, это связано с большим разбросом размеров абразиного зерна, и честностью производителя. Одако, если в этом же магазине продается мелкая шкурка, то, сравнивая поверхносить бруска и шкурки, можно хотябы примерно определить зернистость бруска.
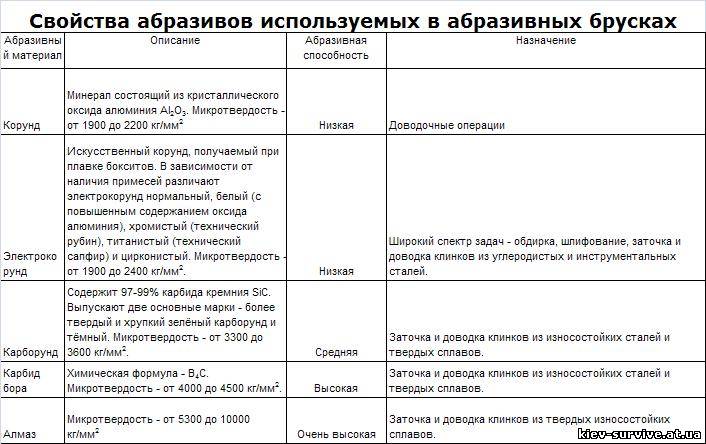
Керамические бруски
В основном керамические бруски состоят из зёрен электрокорунда (окись алюминия в форме так называемой, α-фазы) или из карбида кремния (техническое название - карборунд; химический состав SiC) и связующего материала. Сейчас в продаже наиболее часто встречаются бруски производства Германии, Польши и Китая. Они дёшевы (от 50 рублей), но найти мелкозернистый брусок довольно трудно (если вообще возможно). До сих пор на рынках можно найти изделия, на которых красуется гордая надпись "Сделано в СССР". Рекомендуется присмотреться именно к ним. Дело в том, что современная рыночная продукция обычно очень невысокого качества. Зёрна имеют черезчур разные размеры и катастрофически быстро выкрашиваются из-за отвратительного связующего. Бруски приходится постоянно выравнивать, уже через полчаса после начала работы. В принципе, из-за дешевизны корундовые бруски можно не выравнивать, а покупать новые. Но можно поступить так. Под струёй воды регулярно притирайте два бруска один к другому.

Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |
| Змій | Дата: Суббота, 15.12.2012, 12:39 | Сообщение # 15 |
|
Легенда форума
Группа: Практик
Сообщений: 1245
Статус: Offline
| Керамические бруски предлагают множество фирм, изготавливающих инструмент и приспособления для заточки. Вообще-то возможно, что абразивные бруски заданной формы изготавливают для них специализированные, занимающиеся именно производством абразивных материалов фирмы, не исключено даже, что одни и те же. А они только используют изготовленные по их заказу элементы в своих точилках, ставят на них свой фирменный знак и пакуют в свою фирменную упаковку. Ну и, конечно же, существуют разные договоренности между фирмами, следуя которым они советуют точить ножи их изготовления на точилках того, а не иного производителя. Хотя в действительности результат заточки определяет умение точильщика, а не производитель выбранного инструмента (если, конечно, этот инструмент качественный).
Несомненное достоинство керамических брусков в том, что они имеют огромный ресурс и износоустойчивость. Средняя керамика изнашивается очень-очень медленно, мелкая - практически не изнашивается. Обратная сторона медали - это то, что во время работы бруски очень быстро засоряются мелкими частичками стертой стали и теряют свои абразивные свойства. Особенно мелкие. Правда, им легко вернуть рабочие свойства с помощью обыкновенного кухонного средства для чистки кастрюль или смешанного с мелким песком жидкого мыла, что настоятельно советуется делать после каждого использования таких брусков. Иначе они будут шлифовать сталь кое-как, а вот зловредный заусенец образовывать преотлично.
Следует помнить, что при работе с керамическими брусками очень желательно использовать смазку: воду или мыльный раствор. Иначе поверхность быстро засаливается металлической пылью.
Абразивы из керамики попросту формуют (как гончар лепит изделия из глины), сушат и потом обжигают. И тут (внимание!) в процессе обжига некоторая часть изделий теряет форму. Особенно недосушенные. Те, на которых дефекты видно невооруженным глазом, конечно, сразу выбрасывают, потому что с обожженной керамикой уже ничего больше сделать нельзя. А вот те, на которых незначительное искривление можно увидеть, только прикладывая линейку или два бруска рабочими поверхностями друг к другу, спокойно могут продать. Если величина прогиба не превышает 0,5 мм, в крайнем случае 1 мм на каждые 10 см длины бруска, работа на таком бруске на практике ничем не повредит качеству заточки. Значительно хуже, если брусок искривлен волнообразно. В пределах 1-1,5 мм на 20-сантеметровом бруске это тоже не так страшно, но такая погрешность уже может несколько ухудшить качество заточки.
Японские водные камни
В первом приближении это абразивные зерна твердых окислов или карбидов, осажденные в силикатной (что-то вроде белого кирпича) матрице. Возникает вопрос: что же, наши бруски из хозяйственного магазина или какие-нибудь китайские не точно так же устроены? Да, точно так же. Только это в теории, а на практике собака как всегда зарыта в мелочах. Насколько однородно подобраны размеры абразивных зерен, насколько однородный состав и твердость матрицы, и т.д. Камни эти довольно дорогие, но дешевле природных.

Их главным отличием от западноевропейских и отечественных аналогов является мягкость, которая определяется соотношением объема пор к объему связки и самих абразивных зерен. Из-за своей мягкости бруски стачиваются быстрее, постоянно обнажая новые зерна абразива, в то время как уже сработанные зерна образуют вместе с водой на поверхности бруска суспензию. Поэтому японские водные камни при более значительных скоростях износа обеспечивают стабильно высокую производительность при хорошей чистоте обработки поверхности. Применение брусков малой зернистости обеспечивает достаточно быструю доводку режущей кромки до практически идеального состоянии без полировальных паст, войлочных кругов и прочих аксессуаров.
Не бійся якщо ти 1, бійся якщо ти 0.
|
| |
| |